


Service Support
 >Service Support
>Service Support
Application on liquid medicine detection of machine vision technology
更新时间:2014-06-09阅读:470次
Summary: Machine vision technology has been widely used in the medical field, such as the applications on digital radiography and blood products detection. And as the quality detection tools on medical production, it can fully finish the detection which is from catheter to the advanced equipment of sophisticated biochip. This technology is also widely used in the field of flatness detection, vision localization, bar code detection, etc,. With the continuous development of machine vision technology, it can be seen in all trades and professions. Also, the application of machine vision technology keeps improving on medical field, from the detection of traditional medicine packaging, medicine bottle, and label to the present biochip detection, radiography and so on, which all has introduced machine vision system to achieve the image information’s gathering, storage, management and transmission, so that to get effective management and make full use of the image.
Because of the continuous improvement of the importance on medicine and medical instruments security, more and more manufacturers have introduced the machine vision technology into practical productions to enhance productivity and reinforce quality assurance. Machine vision technology is also good in glucose quality’s automatic detection in the field of medical testing, which is one of its typical application.
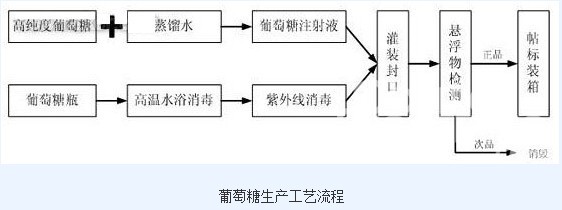
The work flow of medicinal glucose injection is as the picture below. Firstly, make glucose solution: add some distilled water into high density glucose; and then, fill and seal the glucose solution into container that has been disinfected by high temperature and ultraviolet. Detect the encapsulated products and check and quality. The main detective parts: suspended solids in the liquid medicine, such as the insoluble impurities, fiberglass, etc.; defect of the bottle; blot on the bottle.
The traditional detection method is by men. Testing workshop was set as a single dark room. The glucose to be detected was put on the assembly line, the speed of which would be controlled by hand. When the medicine passed on the workers, they would take out the medicine and then check it and judge the quality in the special lightbox. The manual detection has a lot of disadvantages, which can’t meet the need of high efficiency and can hardly meet the requirements of real-time, online and non-contact detection. It also can’t adapt to modern quality control and SPC.
Based on machine vision technology, the quality detection of glucose liquid medicine is able to achieve non-contact detection. Compared to manual detection, machine vision technology has improved a lot in medicine safety and detection precision. According to the features of glucose impurity detection, we have designed the specialized vision imaging solution. As the pictures below, the glucose bottle is stuck on the rotational lathe, which will rotate in high speed with the bottle. The specialized LED light of machine vision was set in the light box as the picture shows. CCD camera shooting transfer the images to IPC. It will constantly shoot 7 images during this process. And the moving target will be recognized out among the serious moving images.When the recognized target exceed specified allowable standard, we could get the conclusion that this bottle of glucose is unqualified.
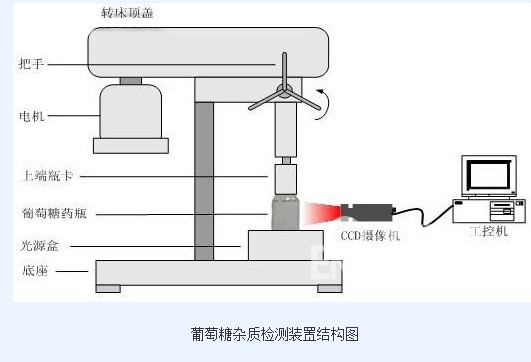
The part of images collection will complete the moving images' acquirement in the assembly line. The quality of images collection will have direct impact on the whole detection efficiency. CCD camera shooting takes charge of images collection.It will shoot and get the image information and images collection card will finish the collection of images information. Choose the camera from two direction to detect the under testing objects. One shoot is from underneath and the other is from lateral view, so that we can make detection in multiaspect.
Machine vision technology has been widely used in the medical field, such as the applications on digital radiography and blood products detection. And as the qulity detection tools on medical production, it can fully finish the detection which is from catheter to the advanced equipment of sophisticated biochip. This technology is also widely used in the field of flatness detection, vision localization, bar code detection, etc,. To meet the requirement of modern quality control and SPC, more advanced detection technology need to be researched out to provide technical support for the quality detection of medicine products.

